��Ʒչʾ










1���������豸,ȷ���豸������ת��2.����4.0J402������300��-350����һСʱ��
���ӹ���
1,��װ����ʹ�����ͼֽҪ����װ��һ��,��ƽ���Ѵ����ֳ�8�ȷݡ�2,�������ڷ����Ϻ�,�¿ڽϴ�,��˲��÷ֶζԳ�,��㺸�ӡ�
��������
Ҫ��ǿ�����ٴﵽĸ��ǿ�ȡ��������ƽ���⻬,���մ�,����,��©,����,ҧ��,δ������ȱ�ݡ����С��2mm��
ע������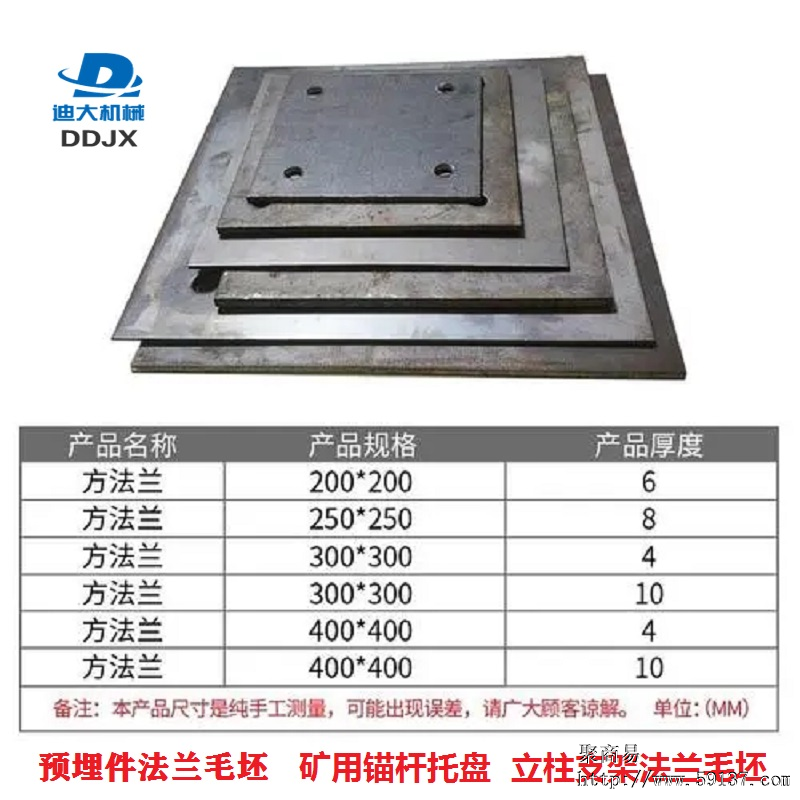
1,���ʱһ��ʹ��J506�����ֹ��Ѻ�,������С�������ӡ��ϸ��պ��ӹ��պ��ӡ�2,��ÿ������һ��λ�ú�,��Ҫ��ˮƽ�߿�һ�·���ƽ��ı�������3,һ�ߺ���һ����������������,�Դﵽ����Ӧ�������á���Ϊ���庸�ӷ�����˵,����ͻ������ʵľ������庸�ӷ����������Ƿ�ʤ���ʹӷ�������ʵ���庸�ӷ����������Ͷʹ�ĺ��ӷ�����������һ����,�������庸�ӷ�������ʲô�ط������б�����,Ҳ�������庸�ӷ����IJ���û�б�����,��Ϊһ��Ĺ���֮��,���庸�ӷ������ܶ���û�������,�����ڽ��������Ĺ���֮��,���庸�ӷ�����ë�����ٽ��м��,������˵,�����������Ժ�,�������������庸�ӷ����IJ��ʲ��ܱ�֤��
1, �������ӷ�ʽ������������ɷ�Ϊ����ʽƽ������,����ƽ������,�����Ժ�����,�в庸����,���Ʒ���,������,�����Ժ���������,ƽ����������,�����淨����������,��ֱ��ƽ�巨��,��ֱ���߾�����,����ä��,�Ժ����������� [3] ��